A medida que la civilización humana evoluciona, cada vez más personas prestan más atención a la higiene de los entornos en los que viven.están en, como hospitales, escuelas, salas blancas, etc. La gente también está empezando a utilizar cada vez más productos desechables, comotrapeador desechable de microfibra.trapeador desechable de microfibraPreviene principalmente la infección y la contaminación cruzada.
Entonces, ¿cómo se produce el trapeador desechable de microfibra?
Sala de clasificación de hilos

Los pequeños rollos de hilo crudo se colocan según los requisitos del proceso en un gran cabezal de bobina para tejer.
Hay 176 rollos de hilo en la sala de clasificación de hilo.
El hilo normalmente está disponible en los tamaños 150D-288F y 75D-144F. Cuanto mayor sea la especificación, más grueso será el hilo.
Sala de peinado

Proceso de varios pasos para esponjar las fibras con una máquina peinadora.
Hay dos tipos de fibras: fibras discontinuas primarias y fibras discontinuas recicladas.
La blancura de las almohadillas terminadas del trapeador se puede ajustar ajustando la proporción de los dos tipos de fibras.

Ajuste el grosor de la almohadilla del trapeador según el número de capas colocadas planas.
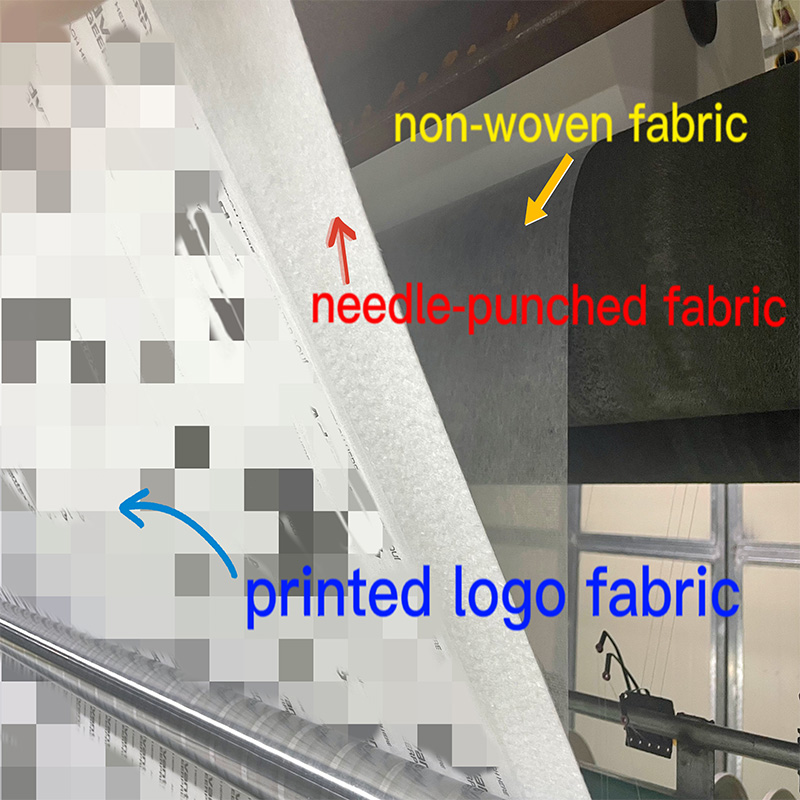
Máquinas de punzonar:
Las fibras peinadas se transforman mediante el proceso de punzonado en tejido punzonado.
Tela perforada que se utiliza como tela intermedia de la almohadilla del trapeador.
Sala de impresión

Si se va a imprimir un logotipo en la parte posterior del producto, el logotipo debe imprimirse en la tela no tejida antes de tejer.
Debido a que la tinta de impresión contiene un agente de curado, el logotipo no desaparecerá con el tiempo. Las impresiones suelen tardar entre 7 y 15 días en realizarse las planchas.
Tomaremos la tela no tejida terminada para imprimir. Debido a que el tejido no tejido terminado no tiene pelusas, incluso alcanza un nivel higiénico.
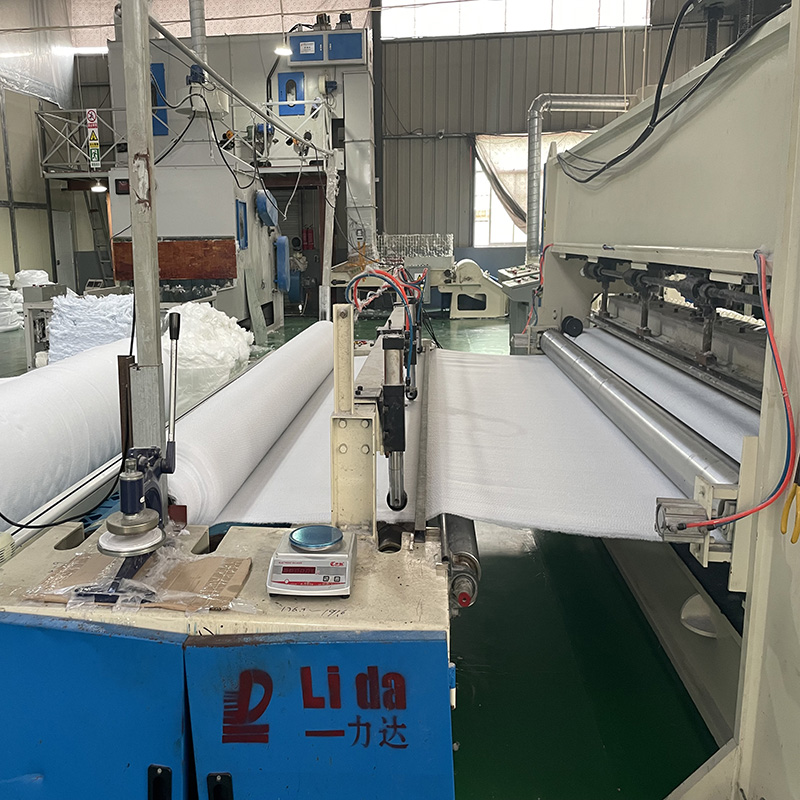
Sala de tejido
Elalmohadillas para trapeador se cosen con hilos terminados en la sala de clasificación de hilos. Para mejorar la calidad, la sala de tejido debe tener
una temperatura y humedad constantes.

La sala de tejido puede tejer 80.000 trapeadores al día.
Corte ultrasónico
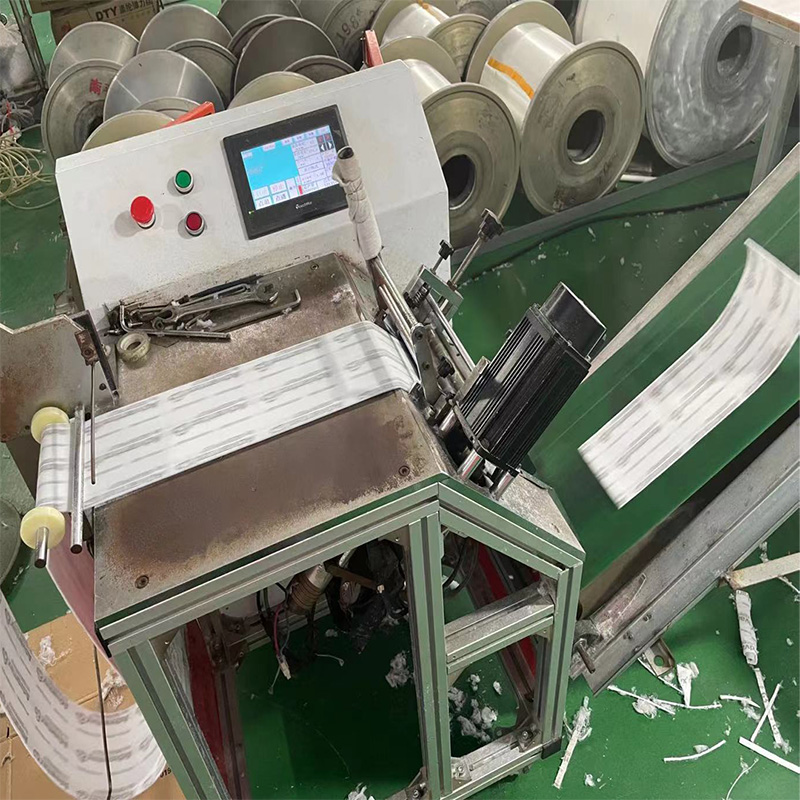
El corte ultrasónico produce almohadillas para trapeador que no sueltan pelusa.
También se puede cortar a la medida según los requisitos del cliente.
embalaje
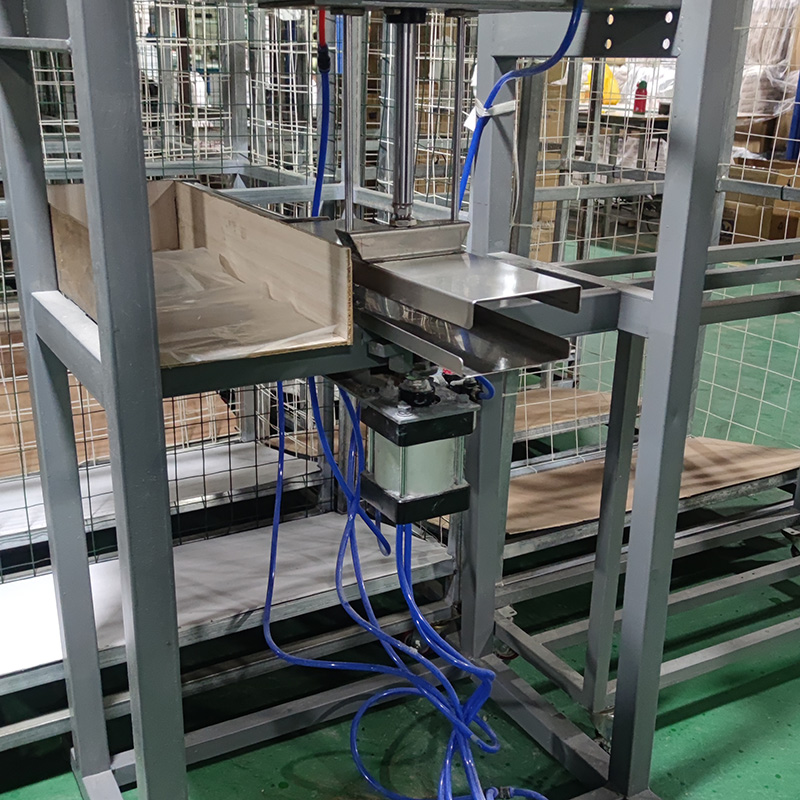
El envasado se divide en envasado al vacío y envasado por compresión. Ambos tipos reducen el volumen de la mercancía y reducen los costos de flete o
empacar más.
Generalmente se utilizan envases de compresión. El envasado al vacío tiende a perder aire durante el transporte, por lo que la caja se infla.

De esta forma se completa la producción de mopas desechables de microfibra.
Hora de publicación: 24 de febrero de 2023